Call us now :08071931518

 Send Inquiry
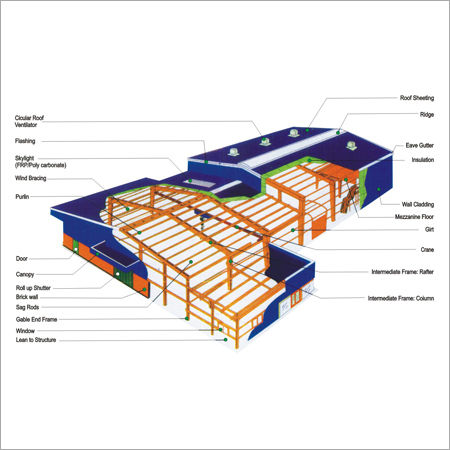
Send InquiryMezzanine Floors
MOQ : 10000 Square Foots
Mezzanine Floors Specification
- Door Material
- Steel / Metal
- Dimension (L*W*H)
- Customizable as per requirement
- Life Span
- More than 15 Years
- Window Material
- Aluminum / Steel Frame Glass
- Open Style
- Sliding / Hinged
- Wall Materials
- Color Coated Steel Panel / Sandwich Panel
- Connection
- Bolted / Welded Joint
- Material
- Steel, Mild Steel
- Roof Material
- Galvanized Steel Sheet
- Door
- Single / Double Leaf
- Thickness Of Wall Panel
- 50 mm to 150 mm
- Window
- Standard / Customized
- Window Style
- Sliding / Fixed
- Floor Material
- Steel or Mild Steel Grating / Chequered Plate
- Floor Load
- Up to 500 kg/m or as required
- Roof Dead Load
- 0.5 kN/m or as specified
- Roof Live Load
- 0.5 to 1.0 kN/m
- Earthquake Intensity
- Suitable for Zone II to Zone IV
- Color
- Blue, Grey, Customized
- Use
- Industrial, Warehouse, Commercial Storage, Factory, Workshop
Mezzanine Floors Trade Information
- Minimum Order Quantity
- 10000 Square Foots
- Supply Ability
- 300000 Square Foots Per Month
- Delivery Time
- 1 Months
About Mezzanine Floors
We are a distinguished manufacturer, exporter and supplier of Mezzanine Floors that are used in establishment of various manufacturing units, warehouses, etc . These are manufactured using high grade components under the guidance of skilled professionals in compliance with international standards. The offered range of Mezzanine Floors is highly appreciated for its sturdy construction, corrosion resistance, optimum strength, easy installation and longer life. We offer these floors in different specifications to fulfill the diverse needs of clients at most affordable price
Product Details:
|
Storage Capacity |
1500 Kg/Sqm |
|
Built Type |
Prefab |
|
Material |
Puff Panel |
Engineered for Versatility and Strength
Our mezzanine floors are designed for diverse environments, ranging from factories to warehouses. With spans up to 10 meters between columns and flexible floor load capacities, these structures maximize storage or operational space without the need for major building modifications. Modular installation enables quick assembly and future expansion, supporting dynamic business needs.
Safety and Compliance Assured
Featuring up to 2 hours of fire resistance, earthquake suitability for Zone II to IV, and materials compliant with local fire loads, our mezzanine systems meet stringent safety standards. Customizable wall, roof, and floor profiles further ensure both structural protection and code compliance for every unique application.
FAQs of Mezzanine Floors:
Q: How is the mezzanine floor installed, and how long does the process take?
A: Mezzanine floors are pre-manufactured as modular systems. Installation typically involves quick on-site assembly using bolted or welded joints, depending on the project requirements. Most standard projects can be installed within a week, although timelines may vary based on size and customization.Q: What types of surface treatments are available, and what are their benefits?
A: Our mezzanine floors are offered with powder-coated or painted surface treatments. Both options enhance resistance to corrosion and wear, ensuring longevity and minimal maintenance, especially in industrial or warehouse settings.Q: When and where should mezzanine floors with fire resistance be used?
A: Mezzanines with up to 2-hour fire resistance are recommended in environments where storage or operations involve fire load management, such as warehouses, factories, and commercial storage units. Fire-resistant designs meet safety codes, protecting personnel and assets in compliance with local regulations.Q: What customization options are available for staircase and handrails?
A: Staircases can be customized in mild steel with designs tailored to site requirements, while handrails are crafted from MS pipes with powder coating for added durability. Styles and dimensions can be altered to ensure both safety and aesthetic appeal.Q: How much load can the mezzanine floor support, and what deck profiles are offered?
A: Floors are engineered to support loads up to 500 kg/m or tailored to your requirements. The deck options include interlocking steel profiles, galvanized panels, and mild steel gratings or chequered plates, providing flexibility for heavy-duty applications.Q: Where can these mezzanine floors be installed?
A: These modular structures are ideal for industrial buildings, warehouses, commercial storage spaces, factories, workshops, and more. They are designed to suit both new constructions and retrofit projects due to their adaptable and customizable features.Q: What are the key benefits of modular mezzanine installation?
A: Modular mezzanines offer rapid assembly, future expandability, and minimal disruption to existing operations. They optimize vertical space usage, improve workflow, and comply with local safety and fire codes, making them a strategic choice for growing businesses.
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Pre Engineering Building Category

Steel Structures
Price Range 50000.00 - 500000.00 / Square Foot
Minimum Order Quantity : 10000 Square Foots
Window Style : Other, Sliding/Fixed
Material : Other , Q235/Q345 Steel
Use : Other, Workshop, Warehouse, Factory, Shed, Storage
Pre Engineered Steel Buildings
Price Range 50000.00 - 500000.00 / Square Foot
Minimum Order Quantity : 10000 Square Foots
Window Style : Other, Sliding or fixed
Material : Other , High tensile steel (Galvalume or Galvanized)
Use : Other, Warehouses, factories, workshops, commercial complexes

Pre Engineered Building Systems
Price 1500 INR / Square Foot
Minimum Order Quantity : 10000 Square Foots
Window Style : Sliding Window
Material : Steel
Use : Hotel/Restaurants, House, Sentry Box, Office, Villa, Warehouse, Workshop, Plant, Other, Carport

Commercial Prefab Buildings
Price 88 INR / Kilograms
Minimum Order Quantity : 10000 Square Foots
Window Style : Sliding Window
Material : Steel
Use : Villa, Warehouse, Workshop, Plant, Hotel/Restaurants, House
SELTECH METAL BUILDING & ROOFING SOLUTION
Pre-engineered Building & Roofing Systems
Send Inquiry
Pre-engineered Building & Roofing Systems
Our Products
- Pre Engineering Building
- Heavy Steel Structure Fabrication
- Primary Framing System
- Crimp Surve
- Clip Lock Profile
- Pre Engineered Building Structure
- Prefabricated Building Structure
- Roof Purlin
- Roofing Solutions
- Heavy Structure Fabrication Service
- Air Ventilators
- Prefab Sheds and Shelter
- Pre Engineered Building Structures
- Prefabricated Building Structures
- Roofing Sheets
- Metal Structure Fabrication Service
- Structural Steel Detailing
- Peb Designer

H-35, Site C, Upsidc Surajpur Indl. Area, Greater Noida - 201306, Uttar Pradesh, India

Mr Vikas Sharma
(CEO)
Mobile :08071931518
 Send Inquiry
Send Inquiry Send SMS
Send SMSDeveloped and Managed by Infocom Network Private Limited.
